ɨһɨ���ֻ����
ɨһɨ���ֻ����-
��ϸ��Ϣ

�DZ궩������ĥר��JGĥ�� ͬ�Ķ�С��0.005 ���ȸ߲���ɰ


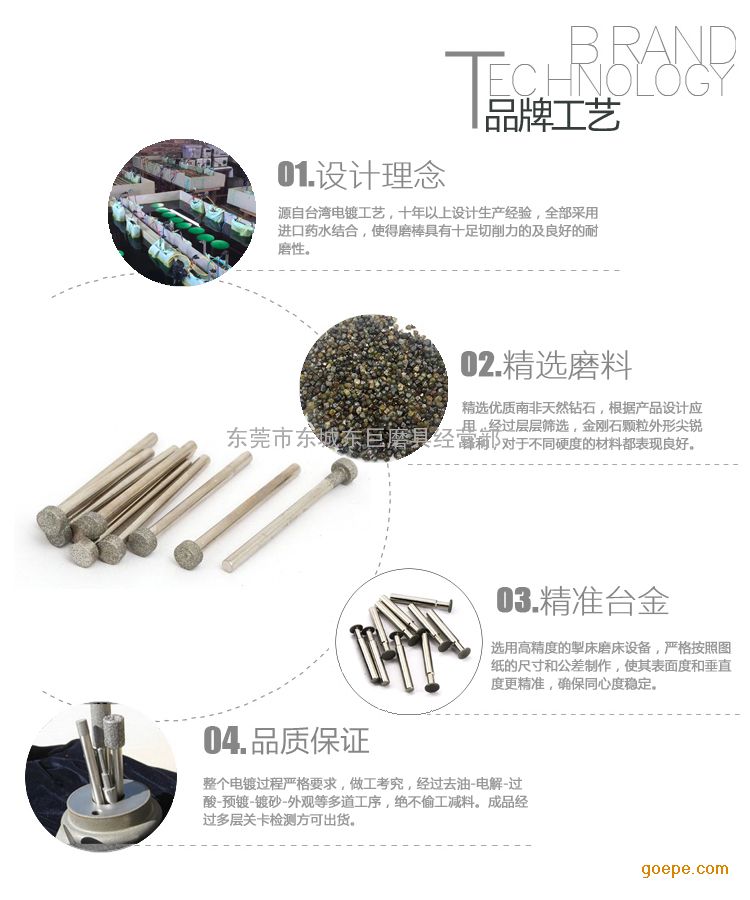



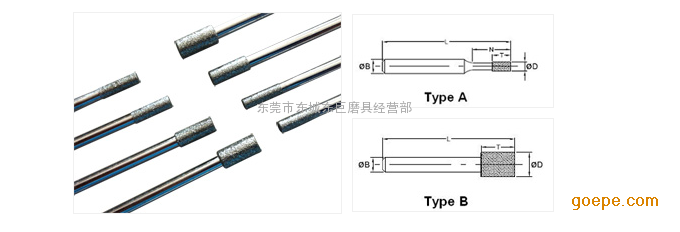

����ĥ�����о������궨λװ�ã�����ĥ��������Ҫ��ܸߵľ��ܿͳ��α����ĥ��������ĥ���������۴�����ͬ�Ľṹ���֣���ͬ�����۵����������˸���ĥͷ��JGĥ������ĥ��ʱ�������̶����ܰ����궨λ�ƶ��Ĺ���̨�ϣ�����ĥͷ��������ת�ͨ�����Ǵ������������ٵĹ�ת����������ֱ�����˶����ı�ĥͷ�����˶��İ뾶����ʵ�־��������ĥͷͨ�����ø�Ƶ����ĥͷ�����ƽĥͷ������ĥ������ĥ��Բ�����⣬����ĥ��Բ����������Բ�ȣ���Ҫ���ڼӹ���Ӳ��������ģ��ѹģ�ȡ���ĥͷ�ϰ�װ��ĥ������ʹɰ�����ߴ���ˮƽλ�ã�ɰ�ֲ��������˶���ֻ�����������˶����ɽ��������ڲ�����ʽ��ĥ�����Լӹ��ڳ�Ȧ���ֶȰ�����ȡ��������ֿ��Ƽ�����Ӧ�ã�����ĥ������ĥ�����ֳ��α��档
����ĥͷ��ĥ���ӹ���ͬ������ĥ�����ֶ�CNC����ĥ��ĥ���ӹ�����ԭ�����£�
1��ĥ��һ����ʱ��JGĥ���Ĺ����߽�ƫ����������������һ�������뾶ֵ����ĥ��������ɰ�ֳ��˱�����ת���⣬������������������й�ת��ͬʱ����Ҫ������ĥĥ������������ƫ�����������������������ַ�ʽ���õ��ľ�ϸ���ơ�2��ƽ��ĥ��ʱ����������һ���Dz�ת�ģ�������̨����X���Y���ƶ���ʵ�֡���ɰ�ֵĽ�����������ƫ�İ뾶��������������3��������ĥ���У�CNC����ĥ���Dz��õ�λ����ʽ��Ҳ�ƶ���ĥ������������X��Y������ƶ�ʹ�������������빤����Բ���뾶��Բ���غϣ��������������¶˵�ƫ�Ļ��������������ư뾶�ߴ硣�����켣��������ĥ�ϣ����÷��ɷ�����ĥ����4������ĥ���У��������ʽ��������봹ֱ�ߵ�����ӹ���










-
��ݸ�л��Ŷ���ĥ�߾�Ӫ��
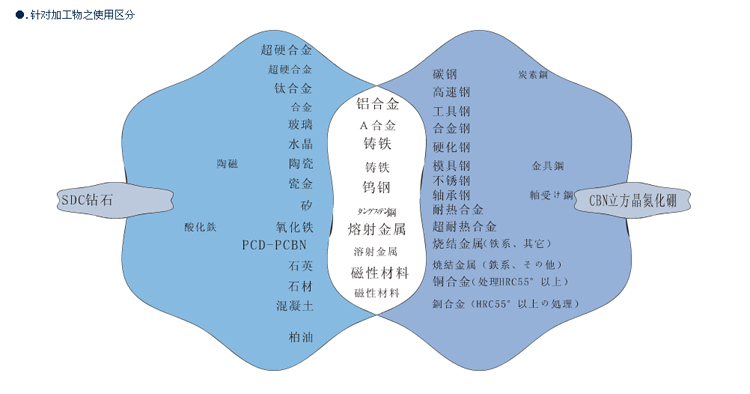
�������ɰ�֡���֬ɰ�֡��մ�ɰ�֡����ʯ/CBNĥ�������ʯɰ�֡�CBNɰ�ֵ�ĥ��ר�þ���ĥ�ߣ����ڶ̣������ɿ���һƬ��
�DZ궩������ĥר��JGĥ��CBNĥͷͬ�Ķ�С��0.005 ���ȸ߲���ɰ
ҳ��۸�����ο�����������ϵ���������� �۸� - 10-99 ֻ
��28.00 - �R100 ֻ
��25.00
- ��Ʒ�ͺţ�JG
- Ʒ �ƣ�����
- �� �� �أ��㶫��ݸ
- �������ڣ�2025-07-03
ѡ�� 10ֻ���� ��28.00 ������ -+�ϼƣ�10ֻ�ܼۣ�28.00Ԫ��ݸ�л��Ŷ���ĥ�߾�Ӫ�� ��ַ�� �㶫ʡ��ݸ�л����������´�ʮ����ʮ����������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�