ɨһɨ���ֻ����
ɨһɨ���ֻ����-
��ϸ��Ϣ
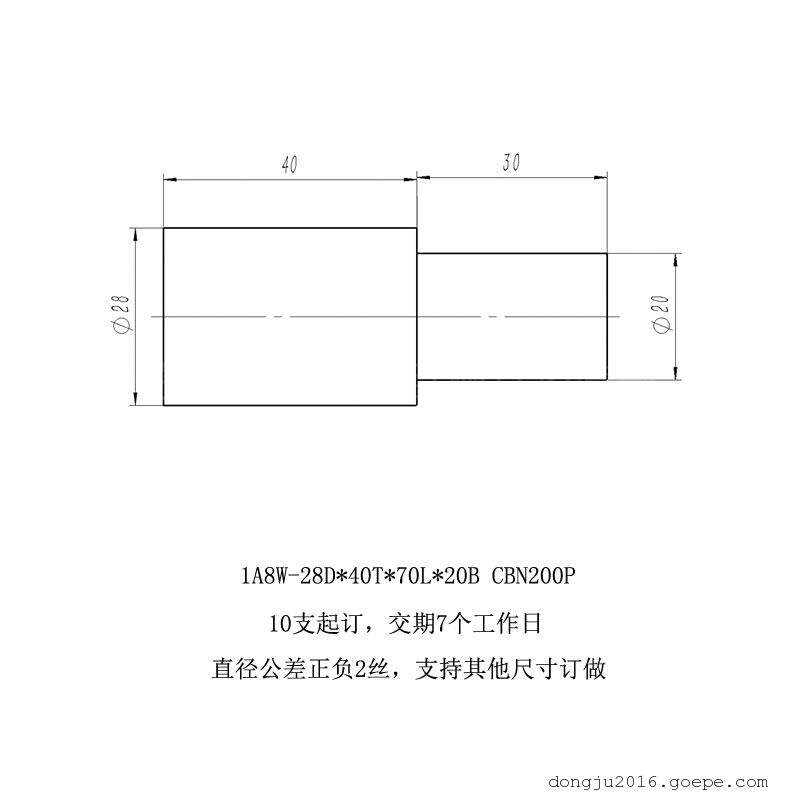
���ƣ��߾���CBN����ɰ��/CBNĥͷ��״��Բ��
ֱ����28����
ɰ����40����
�ܳ���70����
������20����
���ȣ�200Ŀ������������������ϵ�ͷ���
�������0.02mm
ͬ��ȣ�0.01����
ĥ�ϣ�����������/CBN
��ϼ�����ƽ�ϼ�
���壺��и֡�45#�֡����ٸ�
�ӹ���ʽ����Բĥ��
�ӹ�������ʪĥ
�ӹ������֡����ºϽ� 20CrMoTi ��38CrMoAl �������Ͻ�
��ȴҺ����ȴ�ͻ�Һ
���ر�˵������ĥ�������£�CBNĥ��������ˮ��Һ�ᷢ����ѧ��Ӧ����Ӧ�����ʹĥ�������ƻ������ԣ�CBNɰ��ĥ��ʱ������ĥ�ߵ깤��ʦ����ѡ��������ȴҺ����������ˮ����ȴҺ��
�����豸��CNC���ؼӹ����ġ���Բĥ����
������ѡ�� ������������Ҫ��
a. ������нϸߵ����ᾫ�ȣ�ʹ�����ػ�����Ϊ���롣
b. Ҫ�����������нϸ�ת�٣���ת�ٷ�Χ���Ըı䡣
c. ������������ƽ�ȡ�
�����CBN����ɰ�ֵ��������̡�
45#��→����→���ʴ���→����(�ֳ�+ϸ��+����)→ĥͷ����→����������������CBNĥ��→��ɰ(ĥ��DL1,����150#��Ũ��200%����ƽ�����ϼ�)��
�����CBN����ɰ�ֵ�ĥ��Ч����
ͨ������ʵ��֤�������õ��CBN����ɰ�������ؼӹ������ϼӹ����������ǿ��еģ�ɰ�ָ����нϴ���ߣ�ɰ����������ͨ����/̼����ɰ�����10��20����CBNĥͷ��ĥ�����dz���ɰ�ֵ�50�����ϣ�ĥ���������ڡ����ƣ����������Է��ϳ�ƷҪ�ӹ�������ȫ���㹤�ռ���Ҫ����CBNĥͷ����Ҫ�������Ӷ���ʡ����������ͣ��ʱ�䣬ʹ�����ʴ����ߣ�ȡ�������Եļ�������Ч�棬���й㷺��Ӧ�á���ͳĥ�����˳���ʷ��̨����Ӳĥ�Ͻ���Ϊ�ӹ�������
�������CBNĥͷ���ص㡿
CBN���м��ߵ�Ӳ�ȣ������ڽ��ʯ�����������ԺͶ���Ԫ�سʻ�ѧ���Է��������ڽ��ʯ�������������չ�˳�Ӳĥ�ϵ�Ӧ������ ����CBNĥ�Ͼ�����ĥ�Ժá��������Ժ����ȶ���ǿ���ŵ㣬����CBNɰ�����Ѽӹ����ϵ�ĥ�����ܹ����ڱ��ַ���״̬�����ĥ����С��������С��ĥ���¶ȵͣ�ĥ��������ȸߣ�����Ч�ʸߡ����CBNĥͷ�������㣬ɰ�ֵ�������ȫ��ɰ�ֻ�����������CBNĥ��������������ʹ�ã������ڶƲ�ĥ���õ����ȵ�����֮��ĥͷ���徭�������¶�ɰ���ã��ȷ����־��ã���ӭ��ͼ����������Ӳĥ�ߵ�߳�Ϊ������









-
��ݸ�л��Ŷ���ĥ�߾�Ӫ��
�������ɰ�֡���֬ɰ�֡��մ�ɰ�֡����ʯ/CBNĥ�������ʯɰ�֡�CBNɰ�ֵ�ĥ��ר�þ���ĥ�ߣ����ڶ̣������ɿ���һƬ��
����1A8WԲ����̼�����ڿ�ƽ�ϼ�CBN��Բĥɰ�� ����С
ҳ��۸�����ο�����������ϵ���������� �۸� - �R10 ֻ
��120.00
- ��Ʒ�ͺţ�1A8WԲ��
- Ʒ �ƣ�����
- �� �� �أ��㶫��ݸ
- �������ڣ�2025-11-10
ѡ�� 10ֻ���� ��120.00 ������ -+�ϼƣ�10ֻ�ܼۣ�120.00Ԫ��ݸ�л��Ŷ���ĥ�߾�Ӫ�� ��ַ�� �㶫ʡ��ݸ�л����������´�ʮ����ʮ����������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�