ɨһɨ���ֻ����
ɨһɨ���ֻ����-
��ϸ��Ϣ

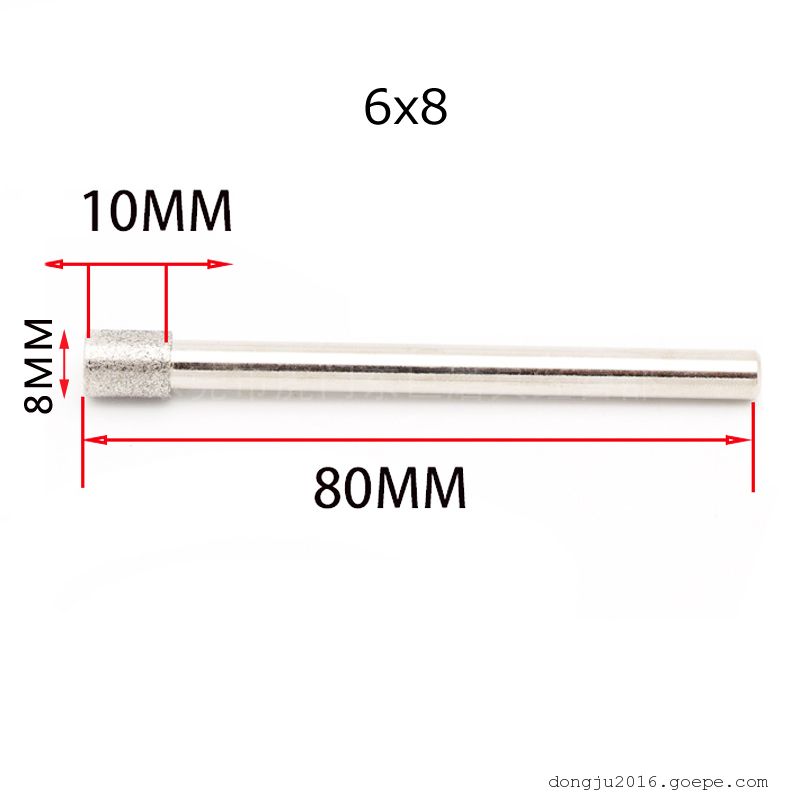
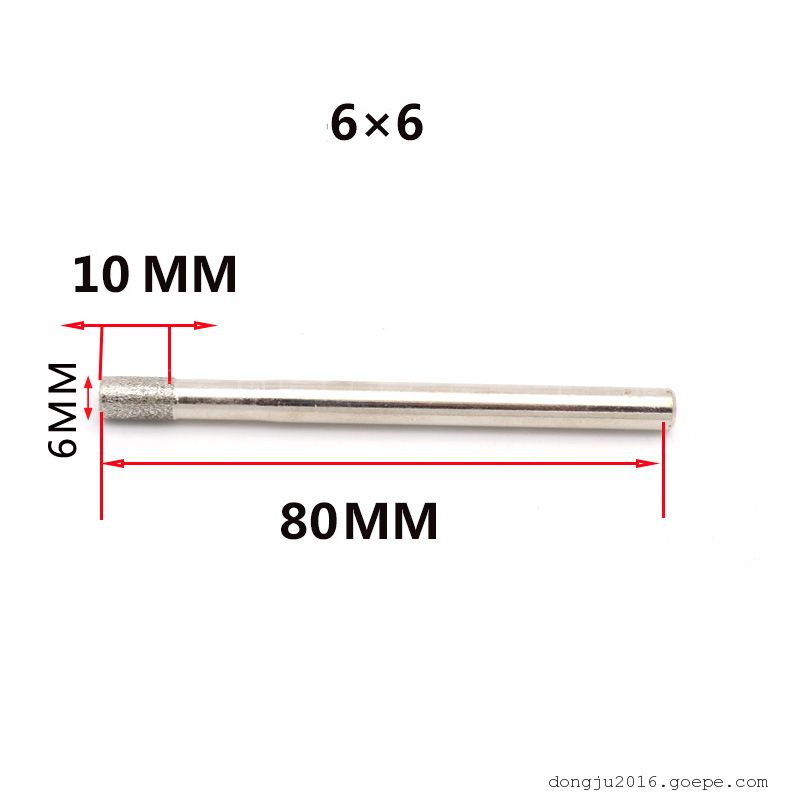
����Ӳĥ�ߵ���������Բ�����CBNĥ�� ������������ĥͷ�� ��Բĥɰ�֡� ֱ��6D/8D/10D��CBNĥ��ĥ���Ͻ�֡�����֡����ֵȵ�����������ϣ�ĥ����״�����ȿ����տͻ�Ҫ�����ӹ�����Ƴ�Ʒͬ�ĶȺʹ�ֱ�ȵĹ�����Կ�����5u���ڡ�



���ѡ����ʵĽ��ʯ/����������ĥͷ �ߴ磿
1����Բĥ��ֱ������̫���̫С
ĥ�ڿ�ʱ����ɰ��ֱ��̫����ɰ���빤���ĽӴ�����֮����ʹĥ�������ӣ���ȴ���������ѡ���ɰ��ֱ��̫С�����Դﵽ �����ĥ���ٶȣ�30m/s~50m/s����ʹĥ��������ӣ�ĥ�����ܵķ�����������ĥ�ۣ�ʹ�ڿױ���ֲڶ���������Ч�ʽ� �͡�
Ϊ�˻�����õ�ĥ��Ч����ɰ��ֱ�����ڿ�ֱ��Ӧ�����ʵ��ı�ֵ���˱�ֵͨ����0.5~0.9֮�䡣������Сʱ��ֻҪ������ɰ��Բ���ٶȵͣ���ʱӦȡ���ֵ�������Сʱ����Ҫ��������ȴ����м���ѣ���ʱӦȥ��С�ı�ֵ����Բɰ��ֱ��ѡ��ɲο��±�����ĥ��ֱ��/mm ɰ��ֱ��/mm ��ĥ��ֱ��/mm ɰ��ֱ��/mm 12~17 10 45~55 40 17~22 15 55~70 50 22~27 20 70~80 65 27~32 25 80~100 75 32~45 30
2������������ĥͷ�������Ȳ���̫����̫խ
��Բĥ��ʱ�����ɰ�ֿ���̫խ��ɰ������ĥ�𣬲������������Ч�ʺͽ��ͱ���ֲڶȣ����ɰ��̫������ĥ��������������ɰ�ֽӳ����������Ρ����ĥ�ڿ�ʱ��Ӧѡ����ʵ�ɰ�ֿ��ȡ��ڽӳ�����Ժͻ������������ķ�Χ�ڣ�ɰ�ֿ��ȿ�������������ѡ���±���ĥ������/mm ɰ�ֿ���/mm ĥ������/mm ɰ�ֿ���/mm 14 10 45 32 30 25 50���� 40 





-
��ݸ�л��Ŷ���ĥ�߾�Ӫ��
�������ɰ�֡���֬ɰ�֡��մ�ɰ�֡����ʯ/CBNĥ�������ʯɰ�֡�CBNɰ�ֵ�ĥ��ר�þ���ĥ�ߣ����ڶ̣������ɿ���һƬ��
����1A8WԲ�����CBNĥ�� ����������ĥͷ ֱ��6D/8D/10D
ҳ��۸�����ο�����������ϵ���������� �۸� - �R10 ֻ
��17.00
- ��Ʒ�ͺţ�1A8W
- Ʒ �ƣ�����
- �� �� �أ��㶫��ݸ
- �������ڣ�2025-11-10
ѡ�� 10ֻ���� ��17.00 ������ -+�ϼƣ�10ֻ�ܼۣ�17.00Ԫ��ݸ�л��Ŷ���ĥ�߾�Ӫ�� ��ַ�� �㶫ʡ��ݸ�л����������´�ʮ����ʮ����������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�