ɨһɨ���ֻ����
ɨһɨ���ֻ����-
��ϸ��Ϣ

����1A1ƽ�е��ɰ�� ��ƽ��ʯɰ�� ���ĥ���� ��ɰ40#ĥ�Ϸ���
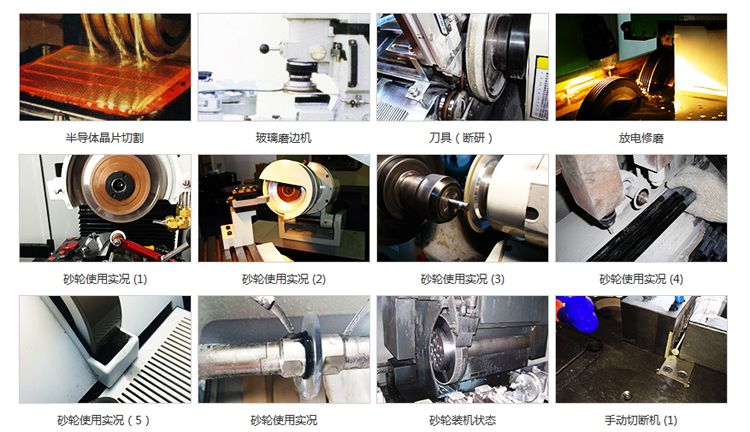
ĥЬ�ס�ĥ��ĥPVA��ĥ��ĭ��ĥƤ�ĥPPS���ϵȲ���֮��Ч��ĥ
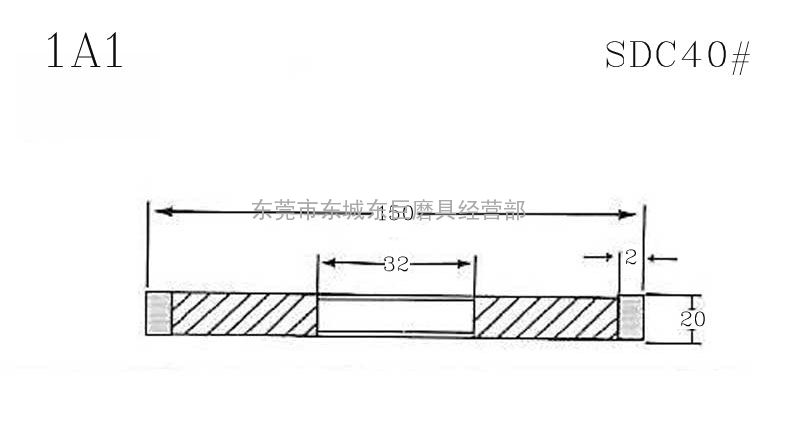
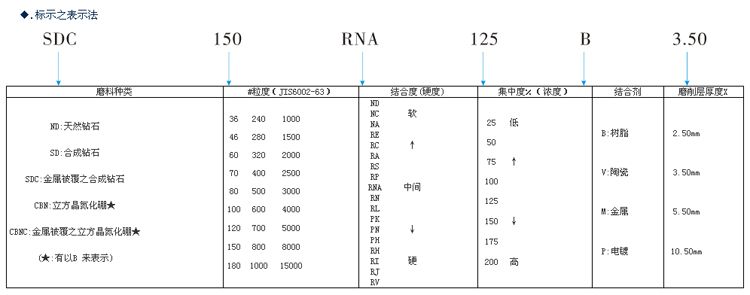
150D*20T*32H*2X SDC40P


��Ʒ���� 1A1ƽ�е��ɰ�� �⾶(D) 75 100 125 150 180 200 250 ĥ������ ���ʯSDC �߶�(T) 10 12 15 18 20 25 30 35 ��ϼ����� ��ƽ�ϼ� �ھ�(H) 12.7 16 20 25 32 50.8 �Ƕ�(V) 0 ���߿���(X) 2 ���ȷ�Χ(#) 40# 60# 80# ʹ�÷���: ĥЬ�ס�ĥ��ĥPVA��ĥ��ĭ��ĥƤ�ĥPPS���ϵȲ���֮��Ч��ĥ
��ɰ������ĥ���ȡ������ԡ���ĥ�Եȷ����ܹ������ȶ������ܣ�����������ͬ����֮�ӹ��á�
���ʯ���ڴּӹ��Ͻ������Ӳ����ϣ�CBN���ڼӹ����ٸֺ��߸ֵȲ��ϡ�

















��¼��ʲô�ǵ��ɰ�֣�1A1ƽ�е��ɰ�֣�
�˽���ɰ��֮ǰ�������������º�Ϊ��ƣ���������ڵ�ƽ��ɰ�����н���ɰ��
��ɰ�����·�����
1.��ɰ�����ʺ�С���Ĺ���������ĥͷ������ȣ������ǽ��������岻�Ʋ�λ��Ե����Ʋ�λ����ɰ�У�*���Ǵ�ֱ���ã���ͷ�������һ������ģ���ͷӦ�ó��ϣ��Ա��ͷ��λҲ�ܶ��Ͻ��ʯ����Ҫע��ɰ�㲻Ҫ̫���Ա��Һ����ѭ����
2.��ɰ��������Ʊ��泯�����ڶ�Һ�У���С����Һ�ܽ�ɰ�������棬Ҫ���ñ������ȣ����һ��1-2�����ɣ���������ֻһ���棬������һ�����ת��һ���Ƕȼ�����ɰ��
3.��ɰ����ʵ����������һ����ɰ�������ǽ�ɰ�ȷŽ��Ʋ��У�Ȼ����������������Ž�ȥ��ɰ��Ȼ�������䵽��Ƶı����ϣ�Ҳ���ù����������裬�����ƶ�������ɰ�ӣ�Ȼ��ֹͣ������ƽ�Ź�����ɰ�������������档�˽��˵�Ƶ�ԭ�����������������µ��ɰ�ֵĹ��ɣ�
��ƽ��ʯɰ�����õ绯ѧ�������Ĵ�ɰ���ʯɰ��.ɰ�ֹ����㺬�н��ʯĥ�������ʯĥ�ϱ�������ϼ�ճ���ڻ����ϡ����ȳ���������ϼ��ĺ��Ϊ���ʯĥ���߶ȵ�20%����ɰ����Ȼ������ý�����ϼ��ѽ��ʯĥ��ճ�ᣨ�������ԼΪĥ���߶ȵ�2/3���������ʯ����ɰ�֣�ĥ���������ô�ɰ���ʯɰ�֡�
��ƽ��ʯɰ�֣�ƽ�е��ɰ�֣��ŵ�
�ٵ�ƹ��ռ�Ͷ���٣����췽�㣻
������������ʹ�÷��㣻���;������ȳ���ɰ��
�۵���ṹ�����������Դﵽ�ܸ߹����ٶȣ��ֹ����Ѹߴ�250��300m/s��
����Ȼֻ�е�����ʯ���������㹻������
�ݶ��ھ���Ҫ��ϸߵĵ�Ƴ���ɰ�֣���ƽ�ϼ���Ψһ���췽����
��������Щ���ƣ����ɰ�ָ��١�������ĥ��ռ����������������λ����ƽ��ʯɰ�ִ�ȱ�ݣ��Ʋ��������弰ĥ�Ͻ�����ϲ������ι̻�ѧұ���ϣ�ĥ��ʵ����ֻ����е������Ƕ�Ʋ����������ѳ���С�����ʯ�������ɽ��ظ�Чĥ��������(��Ʋ��Ƭ����)����������ʧЧ��Ϊ���Ӱѳ����ͱ������ӶƲ��ȣ�����ĥ����¶�߶���м�ռ��С��ɰ��������������ɢ��Ч��������������������ˡ�
���ʯɰ��ʹ��ע������
����ĥ������
��ɰ�ֻ����ճ�ʹ���У����dz������Է����еIJ����߲���ɰ�ֻ������ࡢ����ɰ�ֵ����࣬����ؾ�ʹ��ɰ�ֵIJ������ĥ������������Υ����ȫ������̵�Υ�²�����Ϊ���������Բ�ܱ������������ɰ�ֲ���ʹ�ò������ĥ��������ɰ�ֵľ���ǿ�Ƚϴ�����ǿ�Ⱥ�С����������������ʱ�����ɰ�����飬�������ˣ���ʵ�ʵ�ʹ�ù�����Ӧ��ֹ������Ϊ��
�����������
���ճ���ʹ���У������������ϰ��������ɰ�ֽ��в�����ԭ������������������Ͼ�����ʵ������Ϊ��ɰ�ֻ�������Ӧ�ر��ֹ����Ϊ����������̣�ʹ��ɰ�ֻ�ĥ������ʱ��������Ӧվ��ɰ�ֵIJ��棬������ɰ�ֵ�������в���������ɰ�ֳ�����ʱ��ɰ�ַɳ���ɰ������ɳ����ˡ�
������������
��ɰ�ֻ���ʹ��ʱ����Щ�����ߣ�����������IJ����ߣ�Ϊ��ĥ�����ٶȿ죬����������ͣ�����һ�ּ�����ȫ�IJ�����Ϊ���κ�ɰ�ֵ�ƽ������һ����ǿ�ȣ��������ܿ��ܻ����ɰ�ֵ����飬�����Ƿɳ����ˣ�Ҳ��һ��Ӧ��ֹ����Ϊ��
��ͬ��������
��ʵ�ʵ��ճ������У�Ҳ���������������������Ϊ����������������ʱ�䣬���˹���һ̨ɰ�ֻ�ͬʱ����������һ�����ص�Υ�²�����Ϊ��Ӧ�ϸ��ֹ��һ̨ɰ�ֻ������õ�ʱ���Բ�������ɰ�ֻ��İ취��������Բ�����ͬʱ����һ̨ɰ�ֻ���
�ظ���������
֣����ʾ�����ڷ��µ�ɰ��Ҫ�Ȱѱ���ĶƲ�ȥ���������ҩˮ����ݣ����ܻ�����Ļ��帯�ǡ����Ρ�������������⣬���跽����������οɺ��Զ�Ҫ������ƽ��ʯʱ������ֻ�����ɰ����������������ⲻ���𣬰������ߴ磬ͬ�Ķȣ��ȸ����澫�ȣ���
���ڵ��ĥ���ֵķ��£���˾����ɰ�ַ��´������������� ��
-
��ݸ�л��Ŷ���ĥ�߾�Ӫ��
�������ɰ�֡���֬ɰ�֡��մ�ɰ�֡����ʯ/CBNĥ�������ʯɰ�֡�CBNɰ�ֵ�ĥ��ר�þ���ĥ�ߣ����ڶ̣������ɿ���һƬ��
����1A1ƽ�е��ɰ�� ��ƽ��ʯɰ�� ���ĥ���� ĥ�Ϸ�������
ҳ��۸�����ο�����������ϵ���������� �۸� - �R5 Ƭ
��286.00
- ��Ʒ�ͺţ�1A1
- Ʒ �ƣ�����
- �� �� �أ��㶫��ݸ
- �������ڣ�2025-11-10
ѡ�� 5Ƭ���� ��286.00 ������ -+�ϼƣ�5Ƭ�ܼۣ�286.00Ԫ��ݸ�л��Ŷ���ĥ�߾�Ӫ�� ��ַ�� �㶫ʡ��ݸ�л����������´�ʮ����ʮ����������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�